Hur väljer man en kvarn för foder?

Det är dags för semestern, och med det ökar frekvensen av landresor till stugorna. Där har en hantverkare alltid något att låna ut en hand, vilket ger upphov till en kreativ start vid konstruktion och reparation. Ett oumbärligt material för väggdekoration är praktisk foder, gjord för hand.

arter
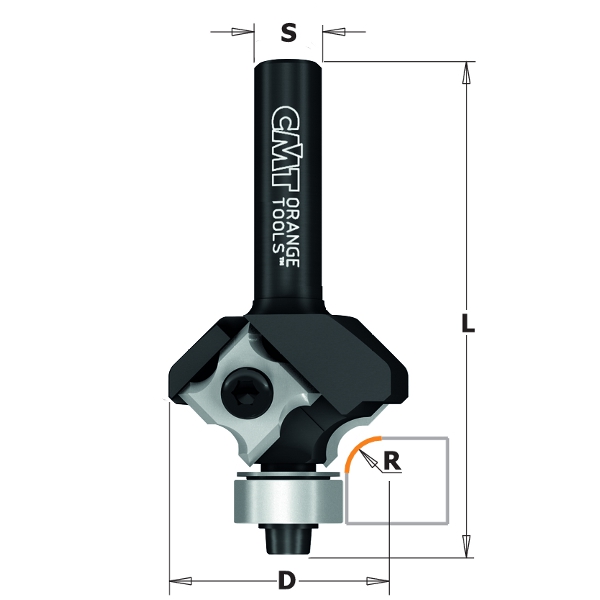
Valet av fräsar för foder bestäms av produktionsmål och ekonomisk genomförbarhet. Fräsutrustning har en annan kraft, så den är utrustad med olika typer av modeller som skiljer sig i skaftdiametrar på 8 och 12 mm.
Alla typer av strukturellt kan delas upp i flera grupper:
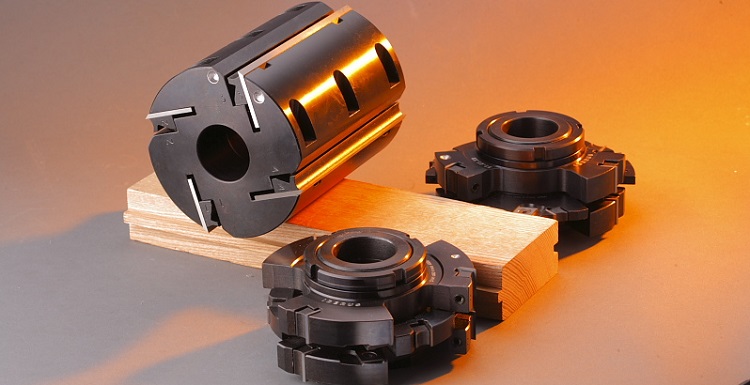
- lag med mekaniska fästknivar;
- med lödda blad;
- monolitisk.
Prefabricerade modeller har flera fördelar, men är de dyraste. Byte av platta på hårdmetall eller höghastighetsstål och med samma set är det möjligt att arbeta med trä med olika densitet. Knivar skärps, och när produktionsresursen är uttömd måste kniven själv ersättas, och inte hela kvarnen.


Bland modellerna med lödda plattor är de mest populära de så kallade säkerhetskopierade. De har mindre kostnad jämfört med den första. På grund av processen att skära på framsidan, ändras inte arbetsprofilen när arbetsprofilen ändras. Detta är den största fördelen med sådana exemplar, tillsammans med lättheten av regrinding. Dessutom har deras tänder ökad styrka. Vid regrinding ökar storleken på spår för utmatning av träflis, vilket är bekvämt vid drift.
Oftast används i markmodellerna lödplattor av höghastighetsstål. Till exempel, Р6М5 (HSS). Utländsk tillverkad höghastighetslegering är märkt enligt internationella standarder med förkortningen HSS (High Speed Steel).



För tillverkning av klädmaterial väljer du mjuka eller medelstarka träslag. Koniferer - gran och tall, bredblad - linden, alder.Därför är valet av höghastighetslegering inte oavsiktlig.
En dyrare klass har lödplattor på hårda volframlegeringsskivor. I synnerhet inhemska legeringar VK8, VK15 (volfram och kobolt). Utländska gjorda fasta legeringar är utrustade enligt ISO som HM (Hårdvara), vilket betyder fast metall. Annat namn - Hårdmetall. Denna typ beter sig bra vid skärning av stora volymer av massivt trä - ek, ask, bok.
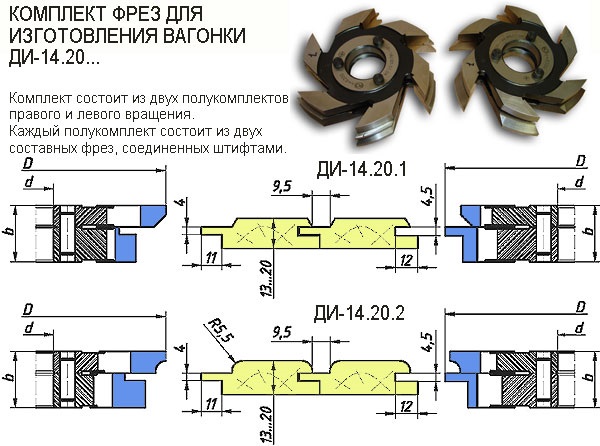
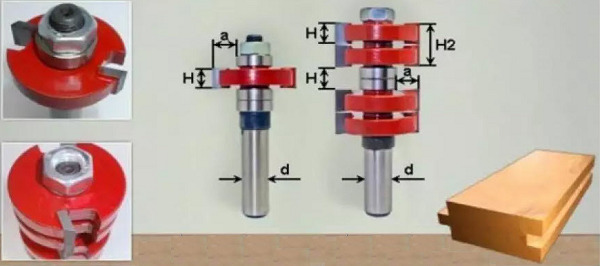
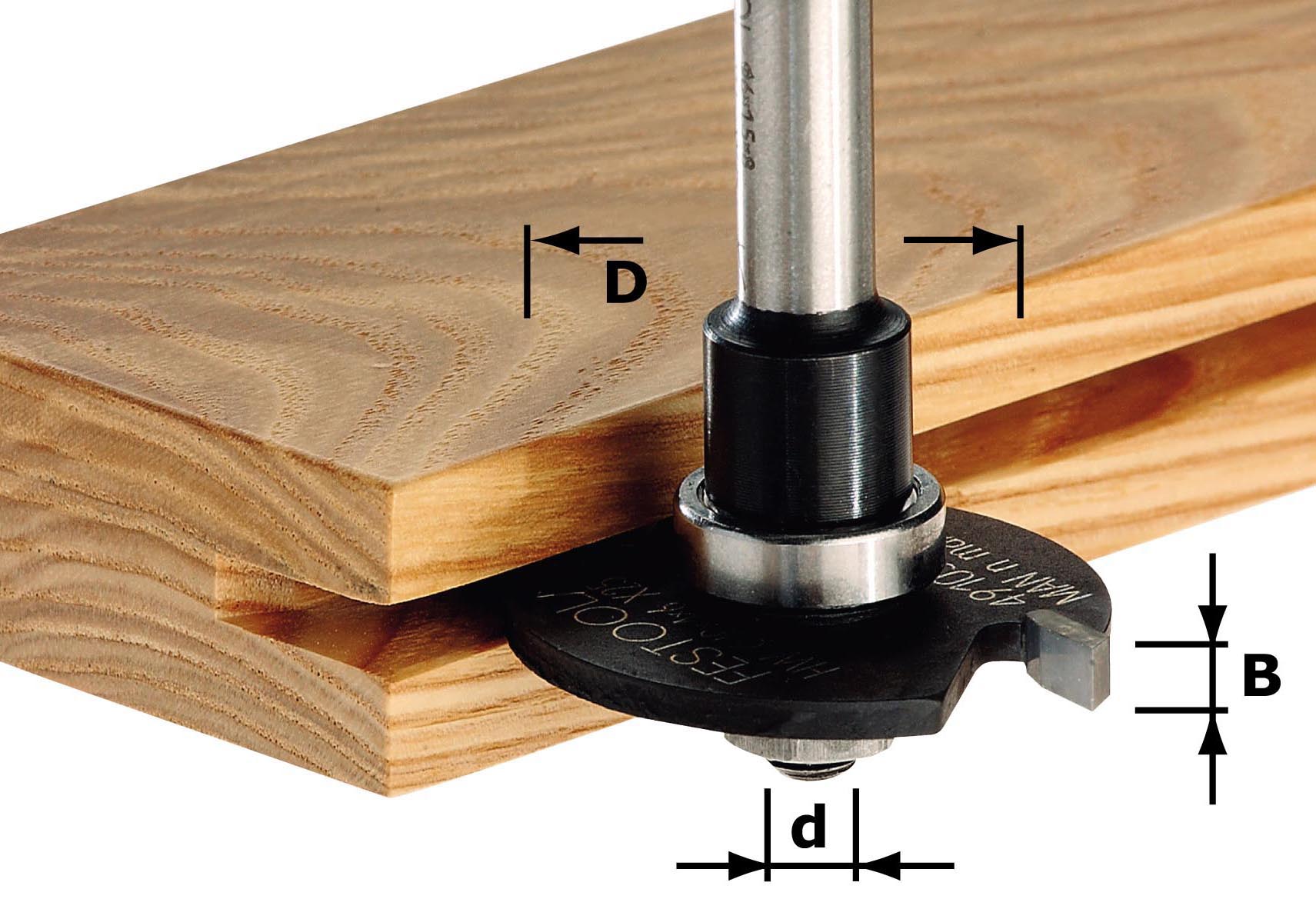
En typisk kvarn för foder består av följande element:
- strukturaxel med fästmutter;
- två skivor med knivar;
- lager placerat mellan skärbladen.

Ofta är det lämpligt att demontera dem för att ersätta någon komponent. Knivar av hård volframlegering VK8 (volfram och kobolt) kan skärpas upp till 4 gånger.
Verifierade tillverkare
I dag i byggbranschen finns hundratals små och stora företag. Experter rekommenderar att du noggrant undersöker alla nyanser innan du kontaktar någon av dem.

Sats av slutfabriker "Globus"
Företaget har etablerat sig som en bona fide professionell verktygstillverkare.Traktorfabriker från Globus-företaget är avsedda för tillverkning av sådana produkter som foder, ett blockhus, eurolining. Två kombinerade element ingår i paketet, fångprofilen. Denna uppsättning är bra eftersom det möjliggör två passager för att göra en full skinnfodring, vilket kan avsevärt minska tid och arbetskostnader.
På alla nivåer mellan lager, skivor och mutter finns det monteringspackningar, tack vare vilka det är möjligt att enkelt justera mellanrummet mellan skivorna. Detta kommer att bidra till att justera spänningen eller spänningen i torn-spåranslutningen. Carbide lödning löddes mycket hög kvalitet, utan sagging, flödet av mässing, utfördes noggrant.


"Inveld"
Företaget har tillverkat karbidtippade skärare i över 20 år. En av de senaste utvecklarna av företaget är ett kit för tillverkning av eurolining eller bara foder. Satsen består av två delar. En skär den främre delen, och den andra gör parningen.
Satsen kommer i två typer av konfiguration. Den första versionen - med en skaft på 8 mm. Den andra - med en skaft på 12 mm. Detta gjordes i syfte att arbeta både på fräsmaskiner med låg effekt och på kraftigare utrustning - fräsmaskiner. Designen viks.Du kan lossa monteringsmuttern och ta bort komponenterna, byt lager eller skärpknivar. Knivskarbid, legering VK8. Brazed till axeln med mässing. De är lätta att skärpa dig med ett diamantverktyg på knivens baksida.

"Slaviska domstolen"
Denna tillverkare producerar alternativ för fyrkantiga och fräsmaskiner.
Företaget "Slavic yard" levererar ett brett utbud av modeller. De är avsedda för produktion av alla typer av beklädnadskort (för timmer, klädbräda, eurolining, amerikanskt, blockhus). Du kan välja en lämplig typ för dig själv i en uppsättning eller separat. Med utbytbara eller napaynymi knivar.
Tillverkningsprocess
Foder är ett välbehandlat bräda som har slätts ut av grovhet, med ett spår på ena sidan och en tunga / tunga för en fog på den andra. Designen är ganska enkel, så det går inte att göra det själv.
För detta behöver du:
- hand mill eller maskin;
- uppsättning skärare;
- brädorna.
För framställning av fodrar behöver strippade fugovannye brädor. Sådana ämnen kan tillverkas oberoende eller köpas färdiga.Att göra personliga ämnen, det är bättre att ta korta kort (upp till 2 m). De är enklare att hantera och resultatet blir mer exakt. Först måste du skära råttbrädet på ena sidan och mät sedan önskad storlek från en jämn kant. Den optimala bredden är 7 - 10 cm, men allt detta är enligt mästarens bedömning.
För att få samma tjocklek av det framtida foderet måste du stå emot antalet passerar genom bruket. Den resulterande skillnaden på några millimeter är visuellt omärkbar.
Efter att ha förberett trädet på detta sätt fortsätter vi vidare till nästa steg. Det är nödvändigt att skära ut en tagg och ett spår längs omkretsens omkrets.
På maskinen sker det i flera steg.
- Den valda fräsen är installerad på maskinen.
- Att sänka eller höja bordet justerar spårets djup.
- Vid det angivna avståndet ställs linjalen. Under drift är det nödvändigt att se till att arbetsstycket passar snyggt mot kanten, annars kommer storleken att misslyckas.
För tillverkning av foderhantverk krävs en kalibrerad bräda. Att göra det på en manuell kvarn fungerar inte, ytskiktet krävs. Bredden på åsen ska vara 4 - 6 mm. Den tunnare kommer att bryta av och Klyimer tar inte den tjockare. Det är gjorda ansiktsbruk.Sedan passerar inramningen från ovan och tar bort rester så att den platta ytan är minst 5 mm. Å andra sidan avlägsnas en mindre avfasning. Det är också nödvändigt att övervaka materialets tjocklek för att få en jämn produkt.


Driftstips
Att arbeta med en router kan vara traumatisk, så du måste tydligt veta och följa reglerna för driften av utrustningen. Och då kommer tillverkningsprocessen inte att ge obehagliga överraskningar, men det blir en glädje.
Tillverkare ger enkla tips för att förlänga skärarens livslängd.
- När man arbetar med trä ackumuleras tjäravfall, vilket leder till för tidigt slitage. Därför är det nödvändigt att rengöra instrumentet dagligen från plack.
- Börja inte arbeta med ett trubbigt verktyg. Bristen på skärpa kan åstadkomma förbränning av skäreggen och förekomsten av en oåterkallelig defekt på arbetsytan.
- Följ skärpningsreglerna. När det gäller markmodellerna utförs den på skärverktyget med stenarna CM1, CM2, med en kornstorlek på A25 eller A35. Skärande knivar av karbidmaterial gör diamantkretsar. Glöm inte att se till att det inte finns någon brännkant.



Som du kan se är processen med tillverkning av foder inte särskilt svår. Han är styrd av någon intresserad person. Var inte rädd för att starta ett nytt företag, och då tar resultatet inte lång tid.
Hur man väljer kvalitetsklippare och vad är deras skillnader, se följande video.






















