Metal için soğuk kaynak çeşitleri

Metal elemanların sabitlenmesi için geleneksel yöntem kaynaktır. Bununla birlikte, günümüzde kullanım kolaylığı ve ekonomikliği ile öne çıkan bir alternatif var. Metal yüzeylerin sabitlenmesi için plastik bir kütle - soğuk kaynak.

Özel özellikler
Bu bileşim bir plastik yapıştırıcıdır, kilin kıvamıdır. Bu özellik, daha iyi yapışma oranlarının yanı sıra, kütlenin bileşiminden kaynaklanmaktadır - epoksi reçinesine dayanmaktadır.
Kural olarak, epoksi reçine silindirin ortasında bulunur, bunun dış kısmı sertleştirici maddelerdir. Yüksek mukavemetli dikişler reçinenin metal tozuyla karıştırılmasıyla elde edilir. Bu veya diğer teknik özelliklerin bileşimini sağlamak için, çeşitli bileşenler ekler,En yaygın olanları kükürt. Üretim süreçleri ve malzeme kompozisyonu GOST 2601-74 ile uyumludur. Bu bileşimi kullanırken SNiP 3-42-80 tarafından yönlendirilmelidir.
Kaynak, parçaların yüksek mukavemetli ve güvenilir bir şekilde bağlanması gerçeğine rağmen, er ya da geç kırılan elemanlar daha "ciddi" bir yöntemle değiştirilmeli veya geri yüklenmelidir. Bu bileşim sıhhi tesisat cihazlarındaki sızıntıları (borulardaki boşlukları kapatmak, dişli bağlantıları onarmak vb.), Küçük onarımları, ev içi kullanımları önlemek için çok popülerdir.



En iyi şekilde yapıştırıcı, ağır yüklere maruz kalmayan parçaları yapıştırırken niteliklerini gösterir.
Bu bileşimin kullanım kolaylığı, hem içi boş hem de dolu yüzeylerin yanı sıra düşük basınca maruz kalan kısımlarda uygulanmaya uygun olduğu gerçeğinde yatmaktadır. Parçaların sökülmesine gerek yok, ulaşılması zor yerlerde bile yapıştırma yapabilirsiniz. Bu yöntem, ısınmayı içermez, bu da metal deformasyonun hariç tutulmasının yanı sıra komşu ısıya duyarlı elemanlar üzerinde olumsuz bir etki anlamına gelir.
İşin kendisi profesyonel beceriler, ekipman satın alma veya kiralama için masraf gerektirmez. Yüzeyleri kavramak, uygulamadan birkaç dakika sonra başlar ve tamir edilen parçayı bir günden sonra kullanabilirsiniz. Kompozisyon çeşitliliği nedeniyle, ekstrem koşullarda çalıştırılan dahil olmak üzere, belirli bir parça için tutkalın alınması mümkündür. Yani, 1000 ° C'ye kadar yüksek sıcaklık etkilerini tolere eden bu tür soğuk kaynak türleri vardır.

Soğuk kaynağından oluşan dikişin, mukavemete dayanarak, geleneksel kaynak yöntemiyle elde edilen derzden daha düşük olmasına rağmen, tek parça oldukça dayanıklıdır. Küçük zararları ortadan kaldırmak ve fistülleri kapatmak için bileşimin uygulanması tavsiye edilir. Soğuk kaynak, özellikle sıcaklığa karşı hassas olan tüm metal türleri ile birleştirilir. Aynı zamanda, benzer olmayan metal yüzeylerin tutkallanmasını da mümkün kılar. Oluşan dikiş temiz görünüyor, zımparalanabilir, boyanabilir.
Bu tip bir bileşik, basınç ilkesine dayanmaktadır, ancak, yapıştırıcının plastisitesine ve parçacıklarının malzeme moleküllerini çekme yeteneğine bağlı olarak bir dikiş oluşturulmuştur.Başka bir deyişle, plastik deformasyon gerçekleşir, bunun bir sonucu olarak onarılan yüzeylerdeki oksit tabakası tahrip olur ve bunlar arasındaki mesafe kristal kafes içindeki mesafeye benzer hale gelir. Aynı zamanda, atomların enerji seviyesi artar, kimyasal bağlar oluşturabilirler.


türleri
Kompozisyonun özelliklerine bağlı olarak, soğuk kaynak tek bileşenli ve iki bileşenlidir. İlk uzun süreli depolama için uygun değildir, dış mekan yapıştırıcısı bir defada kullanılmalıdır.
Uygulama kapsamından bahsedersek, aşağıdaki soğuk kaynak türleri vardır.
- Evrensel. Bileşimin özellikleri nedeniyle, sadece metal değil, aynı zamanda plastik, kauçuk yüzeylerin birbirine yapıştırılması için de uygundur.
- Otomotiv. Tanklar, radyatörler, bağlantı boruları vb. Gibi aracın metal yüzeylerindeki çatlakları ve küçük hasarları ortadan kaldırmak için tasarlanmıştır.
- Geliştirilmiş yapışma performansı sağlamak. Bu özellik reçineye çelik, alüminyum veya dökme demir parçaları ekleyerek elde edilir.Artırılmış yüklere ve basınca maruz kalan parçalar için uygun olan, oluşturulmuş dikişin mukavemetini ve sıcaklık direncini arttırır.



- Yüksek sıcaklık. Bu, + 1500 ° C'ye kadar yüksek sıcaklıklarda çalıştırılabilen, yüksek viskoziteye sahip, ısıya dayanıklı bir metal silikat kaynağıdır. Düşük sıcaklık eşiği genellikle -60 ° C'dir.
- Su geçirmez. Performansını sadece ıslak ortamda değil, aynı zamanda su ile doğrudan temas halinde de kaybetmeyen 2 bileşenli kaynak. Genelde sıhhi ekipmanların tamiri için kullanılır.


Emit sıvı ve hamuru bileşimlerinin tutarlılığı temelinde. Sıvı kaynağı her zaman epoksi reçine ve sertleştiriciden oluşan iki bileşenli bir bileşimdir. Şırıngalarda mevcuttur, bileşenlerin karıştırılması otomatik olarak aynı yerde gerçekleşir. Bununla birlikte, uzmanlar, kullanımdan hemen önce bileşenlerin ayrı bir kapta karıştırılmasını önermektedir.
Hamuru kütlesi daha viskozdur, tek bileşenli veya iki bileşenli bir çubuktur. Kullanmadan önce, düzgün bir elastik kütle elde etmek için yoğrulur.


Tutkal ayrıca aşağıdaki gruplara ayrılabilir:
- nokta (küçük boşlukları ortadan kaldırmak için kullanılan alüminyum ve bakır kaplamalar için tutkal, daha küçük yüzeylere küçük parçaların kaynaklanması);
- sütür (ince duvarlı sızdırmaz damarlar ve tanklarda bütünlük problemlerini ortadan kaldırmak için tasarlanmıştır, kontur yumruklarıyla birlikte kullanılır);
- T-şekilli (uygulama kapsamı - alüminyumdan yapılmış transformatör sargılarının bulguları ile pirinç çivilerin sabitlenmesi, elektrikli lokomotifler için T-şekilli ve açısal baralar);
- popo (tellerin bağlanması, uçların kapatılması, halkaların oluşumu için uygundur);
- kesme kaynağı (güç hatlarındaki adaptörleri bağlamak için su ve ısıtma borularının, demiryolunun tamirinde kullanılır).




Nasıl kullanılır?
Tutkalın yapışma kalitesi, büyük ölçüde özenle hazırlanmış çalışma temeline bağlıdır. Pastan arındırılmış, yağdan arındırılmış olmalıdır. Bu amaçla özel çözücüler ve zımpara kağıdı kullanılır.
Bir pasla kaplı parça, çizik izleri olan bir karakteristik metalik gölge tabakası ortaya çıkana kadar bir zımpara kağıdı ile ovulmalıdır.Pürüzsüz yüzeyler, çizilene kadar zımpara kağıdı ile zımparalanmalıdır. Bu kavrama geliştirir.
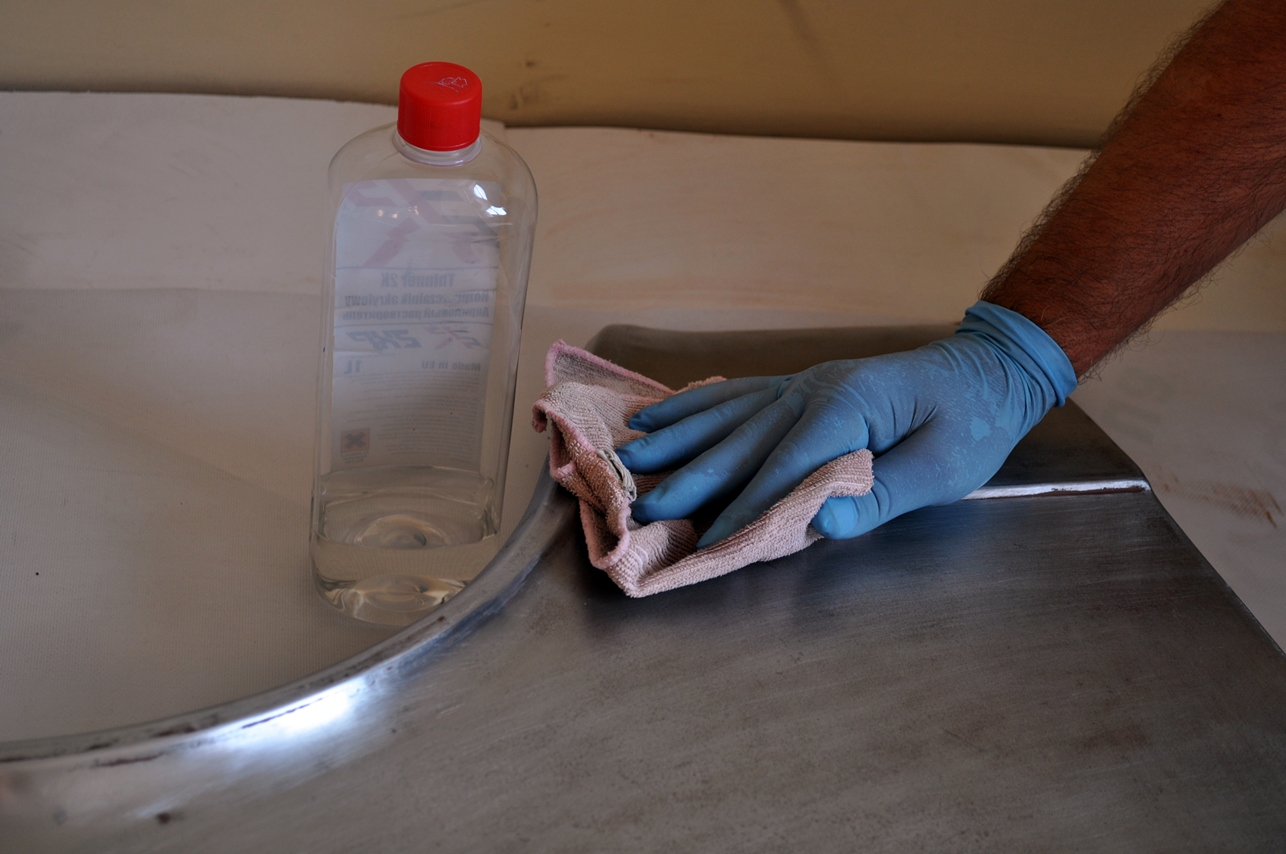

Bir sonraki aşama, yüzeylerin kurumasıdır. Tabanı doğal olarak kurumaya veya normal saç kurutma makinesine bırakabilirsiniz. Üreticiler soğuk kaynakların ıslak parçalara uygulanabileceğini, ancak pratikte bu bileşiklerin kalitesinin daha düşük olduğunu gösterdiği belirtiliyor. Kuruduktan sonra, yüzey örneğin aseton kullanılarak tekrar yağdan arındırılmalıdır.
Yüzey, boyutlandırma için hazırlandıktan sonra, silindirden gerekli miktarda yapıştırıcıyı kesmek gerekir. Kesim, sadece enine yönde olmalıdır, böylece elde edilen "yuvarlak", hem epoksi çekirdek hem de sertleştirici içerir. Sıvı bir karışım kullanıldığında, şırınga tüpünden doğrudan doğruya parçanın yüzeyine (talimatlarda belirtildiği gibi) sıkılır veya tabaklarda önceden karıştırılır (profesyoneller tarafından tavsiye edildiği gibi).
Kesilmiş parça ısıtılmalı ve homojen hale getirilmeli, ellerde ovulmalıdır. Bunu ne kadar uzun yaparsanız, daha yumuşak ve daha plastik olan kompozisyon haline gelir.

Ellerine çok sıkı yapışırsa, onları periyodik olarak soğuk suyla nemlendirebilirsiniz.İş eldivenlerde yapılmalı ve karışımın yoğrulduğu veya tutulduğu tabaklar mutfakta kullanılmamalıdır.
Kütlenin iyi yapıştığını ve kolayca bulaştığını hissettiğinizde, hemen tamir edilen yüzeye koymalısınız. Oluşan boşluk küçük ise, o zaman yapıştırıcının bir kısmının içine girmesi arzu edilir. Büyük boşluklar için, soğuk kaynak ile sabitlenen “yamalar” kullanmak daha iyidir.
Kaynak tabakasının 5 mm'den fazla olmaması istenir. Gerekirse, bir sonraki katmanı uygulamadan önce bir önceki tabakayı tamamen kurumasını bekleyerek birkaç katman uygulayabilirsiniz. Çoğu formülasyon, yüzeye yapışmadan sonra birkaç dakika içinde sertleşmeye başlar. Son dondurma bir gün sonra ortaya çıkar. Yapıştırıcıyı uyguladıktan 24 saat sonra, tamir edilen yüzeyin daha fazla işlenmesini sağlayabilirsiniz.

üreticileri
Piyasadaki lider konum ithal ürünlerdir. Yerli meslektaşlar, kullanıcı incelemelerine göre, aynı yüksek kaliteyi ve dikiş gücünü göstermezler.
Profesyonellere göre en dayanıklı kaynak, uzman verilerine göre, Hi-Gear, Abro, Poxipol markaları altında üretilmektedir.
- İlk markanın varyantı, metal ve taş ve plastik yüzeylerle çalışmak için uygun evrensel bir bileşiktir. Isı direnci ve kimyasal inertlik gösterir.
- Abro, kullanımın çok yönlülüğü ile karakterize edilen iki bileşenli bir kaynaktır. 260 ° C'ye kadar ısıtmayı korur, kimyasal olarak agresif ortamlarda kullanıma uygundur.
- Onlara kaliteli iç analogları - "Polimet", "Almaz".



- Sıhhi tesisat ve ısıtma boruları için, Mastix ürünlerini kullanmak daha iyidir, ancak bu sistemlerde ısı taşıyıcısının 120 ° C'yi aşmayan bir sıcaklığa sahip olması şartıyla. Bu, bileşimi evde kaynak için mükemmel bir seçenek haline getirir, ancak daha yüksek bir ısıtma sıcaklığına sahip olan üretim sistemlerini onarmak için kullanılmasına izin vermez.
- Isıya dayanıklı sistemler için, artan viskozite ve + 900 ° C'ye kadar ısınmaya dayanma kabiliyeti ile karakterize edilen Kerry Thermo yapıştırıcıyı seçmek daha iyidir. Bu bileşim dökme demir, çelik ve titanyum bazlarla çalışırken kendini kanıtlamıştır, araba tamirlerinde yaygın olarak kullanılmaktadır.
- Henkel'in “Super Epoksi Moment” ürünü, evrensel kullanım için 140 ° C'ye kadar ısınmaya karşı dayanıklıdır. Adefal Trading S. A. Poxipol'un bileşimi ile benzer özellikler gösterilmiştir, ancak kullanıldığında ısıtma sıcaklığı sadece 120 ° C'ye ulaşabilir.


İpuçları ve püf noktaları
- Soğuk kaynak seçerken, uygulamasının kapsamını dikkate almak gerekir. Yapıştırıcıda kullanılan metal, tamir edilecek yüzeye kompozisyonda benzer ise daha iyidir. Böyle bir bileşimi bulmak imkansızsa, metal bir çekirdek ile kaynak seçilmeli, mukavemet indeksleri yüzey metalininkilerden daha düşük değildir.
- Yapışkanın sıcaklık aralığına dikkat etmek önemlidir. Tüm çeşitlerinin sıcaklık artışına (ortalama 200-230 ° C'ye kadar), önemli derecede ısınmaya maruz kalan yüzeylerde veya açık alev etkisine dayanabilmesine rağmen, özel bileşimler seçmelisiniz.



- Hızlı bir tamire ihtiyacınız varsa, 2 tür kaynağın kullanılması arzu edilir. İlk olarak, hızlandırılmış bir katılaşma süresi ile karakterize edilen bir tabaka (yaklaşık bir saat) uygulanır. Bu hızlı bir şekilde kazayı ortadan kaldıracaktır.Bununla birlikte, aktif tabaka, dayanıklı olarak kabul edilemez, bu nedenle (24 saat kurutma) standart bir sertleştirme ile kaynaklama süresinin bir kere başka bir tabakanın üzerine bindirilir.
- Donmuş soğuk kaynak kaldırmak kolay değil. Bunu yapmak için - aseton değilse, özel çözücüler kullanın. Bunlar iyice ıslak tutkal olması ve onun temel kenarını almaya çalışmalıyız. Bu yapılabilirse, kaynak yüzeyden tam anlamıyla sıyrılır.
tek başına Bu yöntem yüzeye zarar verebilir ve aseton ahşap, cam ya da seramik bazında kullanıldığı takdirde, bunları koyulaşması neden olabilir. Bu bağlamda, bileşim, işçi bitişik yüzeyler üzerinde hazırlanmış ve yoğrulur yapışkan saçılma olmadan dikkatli ve hassas bir uygulanmalıdır.


Soğuk kaynak kullanımı hakkında bilgi için, aşağıdaki videoya bakınız.






















